
在這個文章中,我們會討論幾個車削程序的類型。車削是機械工程中最基礎的其中一項製程,如同上一篇文章所提到的原理 - [CNC車削] 基礎原理簡介
此原理即為,當單點切削刀具隨著主軸平行移動時,工件會高速旋轉而被切削。切削可以切掉工件的外部表面以及內部部分(又稱為鑽孔)。
第一類
以下會介紹特定型車削製程,包含:錐形車削,圓球車削,堅硬車削,平面車削,分割車削,溝槽車削。
1. 錐形車削
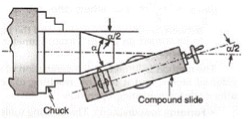
圖A. 錐形車削
錐形車削意即:在一個圓柱狀的工件上,以直徑漸增或漸減的方式來切削掉材料。
這個製程廣泛地被應用在工程用機械上。幾乎所有機械的主軸都有用來夾刀具或固定工具的錐形夾孔。
2. 球狀車削
球狀車削便是:利用車削製程在工件上車製出一個圓球的形狀。

圖 B. 球狀車削
3. 堅硬車削
堅硬車削意即:車削硬度高於洛式 (Rockwell C) 45度的材料。此製程通常發生於已經被熱處理過後的工件。
此製程原意在取代傳統的研磨製程。適用在表面粗度要求0.5~12微米或 Rz 0.8~7.0的工件。製程常見使用在齒輪、注入式幫浦零件、空油壓機零件等工業範圍上。
要不然,當堅硬車削使用在純粹削掉材料用途的時候,大顆粒研磨製程也可以達到這個目的。當要求更精準的重要尺寸要求時,研磨會是一個更好的選擇。研磨可以達到更高的尺寸、粗糙度以及中心精準度的標準。因為,堅硬車削沒有辦法做到非常光滑的Rz 0.3~0.8粗度要求。
4. 平面車削
平面車削就是車削刀具以主軸正面切削的製程。通常這是第一個執行的製程,也是最後一個執行的製程 — 又稱為「收尾」。

圖 C. 平面車削
5. 分割車削
分割車削製程是以製造一個很深的溝槽來移掉全部或部分的材料。

圖 D. 分割車削
6. 溝槽車削
溝槽車削有點類似分割車削,但溝槽車削是切掉一個特定深度的溝槽,而非像分割車削那樣切掉全部/部分的材料。溝槽車削可以切削外部表面和內部表面的位置,甚至是平面的位置也可以 (又稱為平面溝槽車削)。


圖 E. 外部溝槽 圖 F. 平面溝槽
第二類
以下會介紹不特定型車削製程,包含:鑽挖車削,鑽孔,壓花,絞刀車削,攻牙與多角形車削。
1. 鑽挖車削
鑽挖車削用於將一個已經鑽好的孔擴大。鑽挖車削能夠將孔達到一個更精準的尺寸要求,也可以用來切削錐形孔。鑽挖車削可以被視為內孔的修正製程。
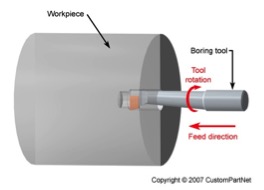
圖 G. 鑽挖車削
2. 鑽孔
鑽孔製程用來移除工件內部的材料。這個製程可以在另外一個專用的鑽孔機上達成。
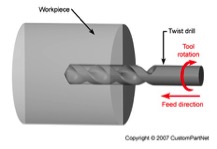
圖 H. 鑽孔
3. 壓花
在工件上壓上特定的花紋,此花紋通常是用來加強與工件表面的摩擦力,讓工件可以與另一工件更穩固地結合,或是讓手更容易抓住此處。
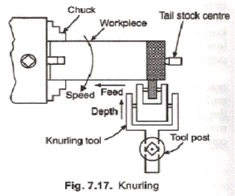
Figure I. Knurling
4. 絞刀車削
絞刀車削是用來微調尺寸的製程,此製程會去除掉一小部分已鑽孔的材料,讓直徑達到非常準確的要求。例如:一個6mm的孔,以5.98的鑽孔方式做好,再用絞刀來切削最後的0.02mm來達到精準的要求。
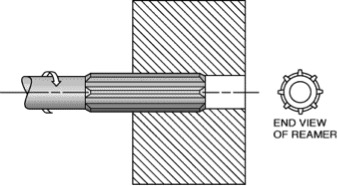
圖 J. 絞刀車削
5. 攻牙
不論是標準或非標準的牙規範、外牙或內牙,皆可在CNC機台上,使用正確的切割刀具達到 (通常有60°或55°牙角度)。
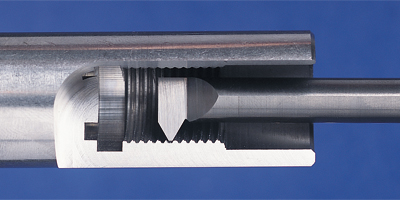
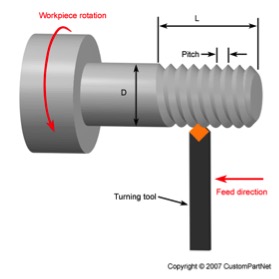
圖 K. 內攻牙 圖 L. 外攻牙
6. 多角形車削
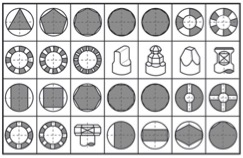 圖 M. 多角形車削圖
圖 M. 多角形車削圖
在工件上車削出多角形的形狀,多用在螺絲螺帽等工件上。

圖 N. 多角形狀
閱讀更多類似文章: [CNC車削] 基礎原理簡介
參考資料:
https://en.wikipedia.org/wiki/Turning - Article & Figure C,E,F
engineering.myindialist.com - Figure A.
www.micro-machine-shop.com - Figure B.
www.custompartnet.com - Figure G, H, L.
engineering.myindialist.com - Figure I.
dealertraining.cat.com - Figure J.
www.thinbit.com - Figure K.
www.cybercnc.com - Figure M.